|
|

|
|

|
|

|

|

|

|
|
|

|
|
|
|
Manufacturing processes are applicable in all areas of our lives, so much that we often don't realize or think about it. From the cars we drive, the containers our food comes in, the TV's, computers and other devices we use, power tools, heaters, air conditioners, the pipes that deliver our water and the list goes on and on to include just about everything defining our modern society. These things are all manufactured or built from manufactured components. Manufacturing equipment itself must also be manufactured. The manufacturing process used is determined by a variety of factors. Manufacturing Process: The Fundamental IdeaThe fundamental idea of manufacturing or production is to create, (or produce), something that has a useful form. This form is most likely predetermined and calculated, with a certain physical geometry. Usually this geometry has certain tolerances that it must meet in order to be considered acceptable. A tolerance outlines the geometric accuracy that must be achieved in the manufacturing process. The "tightness" of the tolerances, or in other words the allowed variance between the manufactured product and the ideal product, is a function of the particular application of the product. Goals and Core Principles For All Processes
The Primary Consideration For A Manufacturing Process When different manufacturing processes and methods are considered, Manufacturing MaterialsAll manufactured products are made from some sort of material. Similar to the geometric tolerance, the properties of the material of the final manufactured product are of utmost importance. Hence, those who are interested in manufacturing should be very concerned with material selection. An extremely wide variety of materials are available to the manufacturer today. The manufacturer must consider the properties of these materials with respect to the desired properties of the manufactured goods. Simultaneously, one must also consider manufacturing process. Although the properties of a material may be great, it may not be able to effectively, or economically, be processed into a useful form. Also, since the microscopic structure of materials is often changed through different manufacturing processes -dependent upon the process- variations in manufacturing technique may yield different results in the end product. Therefore, a constant feedback must exist between manufacturing process and materials optimization. Basic Concepts: Types of MaterialsMaterials can be classified into 3 basic types.
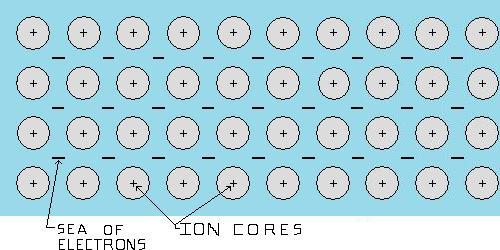
What are the properties of metals, the properties of ceramics, the properties of polymers? Metals: Metals are hard, malleable, (meaning capable of being shaped), and somewhat flexible materials. Metals are also very strong. Their combination of strength and flexibility makes them useful in structural applications. When the surface of a metal is polished it has a lustrous appearance; although this surface luster is usually obscured by the presence of dirt, grease and salt. Metals are not transparent to visible light. Also, metals are extremely good conductors of electricity and heat. Ceramics: Ceramics are very hard and strong, but lack flexibility making them brittle. Ceramics are extremely resistant to high temperatures and chemicals. Ceramics can typically withstand more brutal environments than metals or polymers. Ceramics are usually not good conductors of electricity or heat. Polymers: Polymers are mostly soft and not as strong as metals or ceramics. Polymers can be extremely flexible. Low density and viscous behavior under elevated temperatures are typical polymer traits. Polymers can be insulative to electricity. What are metals made of, what are ceramics made of, what are polymers made of? Or in other words, what is the basic microstructure of metals, what is the basic microstructure of ceramics, what is the basic microstructure of polymers? Metals: A metal is most likely a pure metallic element, (like iron), or an alloy, which is a combination of two or more metallic elements, (like copper-nickel), the atoms of a metal, similar to the atoms of a ceramic or polymer, are held together by electrical forces. The electrical bonding in metals is termed metallic bonding. The simplest explanation for these types of bonding forces would be positively charged ion cores of the element, (nucleus's of the atoms and all electrons not in the valence level), held together by a surrounding "sea" of electrons, (valence electrons from the atoms). With the electrons in the "sea" moving about, not bound to any particular atom. This is what gives metals their properties such malleability and high conductivity. Metal manufacturing processes usually begin in a casting foundry.
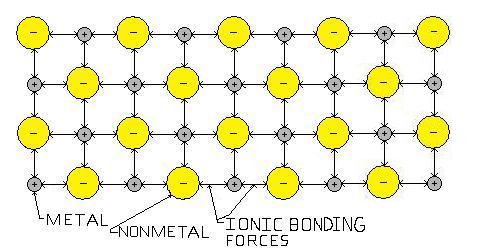
Ceramics: Ceramics are compounds between metallic and non-metallic elements. The atomic bonds are usually ionic, where one atom, (non-metal), holds the electrons from another, (metal). The non-metal is then negatively charged and the metal positively charged. The opposite charge causes them to bond together electrically. Sometimes the forces are partially covalent. Covalent bonding means the electrons are shared by both atoms, in this case electrical forces between the two atoms still result from the difference in charge, holding them together. To simplify think of a building framework structure. This is what gives ceramics their properties such as strength and low flexibility.
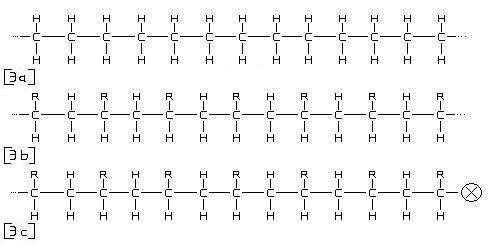
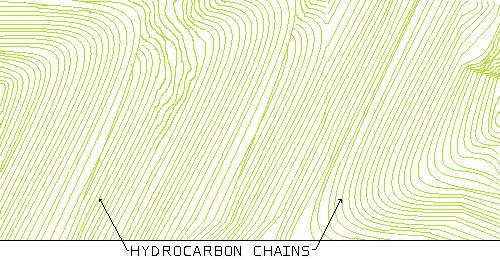
Polymers: Polymers are often composed of organic compounds and consist of long hydro-carbon chains. Chains of carbon, hydrogen and often other elements or compounds covalently bonded together.
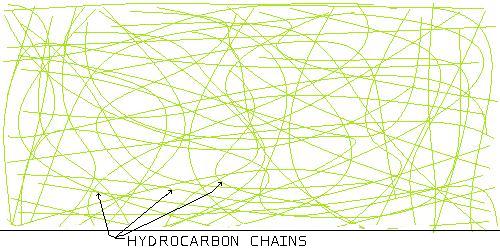
In figure 3, (a) represents a simple hydrocarbon chain, each group of hydrogen and carbon is called a mer, there are 13 mers shown in the diagram, the dotted lines indicate that the pattern is continuing indefinitely. Polymers chains often contain thousands upon thousands of mers each. The [R] in (b) indicates a variable element or group of elements that could occupy a certain position in the chain. The [X] in (c) also represents another variable element or group that could occupy another position, this one being at the end or beginning of a polymer chain. The chains themselves bond to each other through secondary bonding forces. To simplify polymer structure, think of a bowl of spaghetti.
This is a polymer with a random or amorphous microstructure.
This is a polymer with a very high degree of order or a crystalline microstructure. When heat is applied, the weaker secondary bonds, (between the strands), begin to break and the chains start to slide easier over one another. However, the stronger covalent bonds, (the strands themselves), stay intact until a much higher temperature. This is what causes polymers to become increasingly viscous as temperature goes up. Manufacturing ProcessesThis is a summary of the basic and most commonly used manufacturing processes in industry today. Any of these processes can be employed to produce a manufactured part. Also, remember when deciding how to produce manufactured items, a part may require a combination of these processes to facilitate its completion. For example, a cast part may require some machining before it becomes the final product. Or, a part may be produced through a powder metallurgy process, then undergo some kind of metal forming operation. The following describes the methods and techniques involved in each of these manufacturing processes. Always keep in mind how material properties relate to manufacturing process. Most manufacturing processes described below are for metals. Manufacturing processes for polymers and ceramics will be discussed separately, each given its respective section. These processes are often similar in nature to those for metals, (ie. polymers are essentially both cast and formed in different techniques), however they are different enough to be classified independently. Casting: Metal casting is definitely one of the oldest manufacturing processes. Castings have been found dating back 6000 years. Fundamentally, casting involves filling a mold with molten material. This material, upon solidification, takes the shape of the mold. There are two basic types of metal casting processes, expendable mold and permanent mold. Castings can be made into the same shape as the final product, being the only process required. Or sometimes, casting is the first manufacturing process in the production of a multi-process manufactured part. Metal casting can be used to make parts with complicated geometry, both internal and external. With casting, intricate parts can be made in a single piece. Metal casting can produce very small parts like jewelry, or enormous parts weighing several hundred tons, like components for very large machinery. Although careful influence of casting parameters and technique can help control material properties; a general disadvantage to metal casting is that the final product tends to contain more flaws and has a lower strength and ductility compared to that of other manufacturing processes, such as metal forming. Forming: The category of manufacturing by metal forming includes a large group of processes that use force to induce a shape change in a metal, by mechanical working and plastic deformation. The most desirable quality of a manufacturing material as a candidate for a metal forming process is high ductility and malleability and a lower yield strength of the material. When working with metals, an increase in temperature will result in a higher ductility and a lower yield strength. In manufacturing industry, metals are often formed at elevated temperatures. In addition to shape change, the metal forming process will usually change the mechanical properties of the part's material. Metal forming can close up vacancies within the metal, break up and distribute impurities and establish new, stronger grain boundaries. For these reasons, the metal forming process is known to produce parts with superior mechanical properties. With relation to temperature there are 3 types of forming. Cold working, (room temperature), warm working and hot working. Also, with relation to the surface area-to-volume of a material there are 2 main categories, bulk deformation and sheet forming. Powder Processing: Powder processing is a manufacturing technique that produces parts from the powder of certain materials. The powders are pressed into the desired shape, (called pressing), and heated sufficiently to cause the particles to bond together into a solid component, (called sintering). Powder processing is common for metal materials, however ceramics may also be subject to powder processing techniques. There are many advantages to powder processing. With powder processing you can obtain consistent dimensional control of the product, keeping relatively tight tolerances, (+/- .005"). It also can produce parts with good surface finish. Parts can therefore be made into their final shape, requiring no further manufacturing processes. With powder processing there is very little waste of material. Since powder processing can be automated, it minimizes the need for labor, requiring small amounts of skilled labor. Metals that are difficult to work with other processes can be shaped easily, (ie. tungsten). Also, certain alloy combinations and cermets that can not be formed any other way, can be produced with this technique. Lastly, parts can be produced with a controlled level of porosity, due to the nature of the process. Powder processes also have a number of disadvantages. The first is high cost. Powders are expensive compared to solid material, they are also difficult to store. Sintering furnaces and special presses are more complicated to construct than conventional machinery. Tooling is also very expensive. Since powders do not easily flow laterally in a die when pressed, there are geometric limitations to the parts that can be manufactured. Powder parts may have inferior mechanical properties, (unless they undergo a forging process). Finally, variations in material density throughout the part may be a problem, especially with more intricate geometries. Powder processing manufacturing is ideal for producing large quantities of moderately complex, small to medium size parts that do not require strong mechanical properties in the part's material. This is not true of some alternative powder processes, such as hot isostatic pressing, that can manufacture parts with superior mechanical properties. A process such as hot isostatic pressing, however, would not be efficient in the manufacture of large quantities of parts. Machining: In machining, a manufactured part is created to its desired geometric dimensions by the removal of excess material from a work piece, via a force exerted through a certain material removal tool. Qualities of a desirable manufacturing material for this purpose would be: 1) Lower Shear Strength (to make cutting easier) 2) Shock Resistant (to withstand impact loading) 3) Material must not have a tendency to stick to the cutting tool 4) Material removed should separate from the work easily and completely A material's relative ability to be machined is called machinability. Ceramics have high shear strengths, making them difficult to cut. Also, they are not shock resistant, which causes them to fracture from the impact loading between the tool and work piece. Polymers, although having low yield strengths, melt from the heat generated in the process, causing them to stick to the tool. In addition, high ductility in polymers can make material removal difficult and machining is based on material removal. For these reasons, ceramics and polymers have poor machinability. Machining is generally applicable to metals. Machinability varies among metals, hardened metals present a particular problem, due to a very high shear strength. Often, metals are machined as close to their final shape as possible before being hardened. That way, the hardened material only has to undergo minimal finishing operations. This type of manufacturing process has many advantages. Machining can produce extreme dimensional accuracy, often more so than any other process alone, (tolerances of less than .001"). Also, it can produce sharp corners and flatness on a part that may not be able to be created through other processes. Machining accuracy allows it to produce surface finish and smoothness that can not be achieved any other way. By combining different machining operations, very complex parts can be manufactured. This type of manufacturing process does have disadvantages. This is a material removal process, thus wastes material. Although economical if the number of parts to be produced is small; labor, energy, equipment and scrap cost are relatively high for large runs. Machining is very applicable for finishing operations on manufactured goods. |